Plan de acción para la disminución de interrupciones operativas en hornos fusión de la acería eléctrica (página 2)
Figura 3.3: Cuba de Horno de Arco Eléctrico-E.B.T. con refrigeración por agua

Fuente: Enríquez J, Tremps E, De Elio S, Fernández D (2009)
Figura 3.4: Fusión y oxidación del acero en el horno de arco y retención de la escoria primera oxidada en el propio horno por EBT.
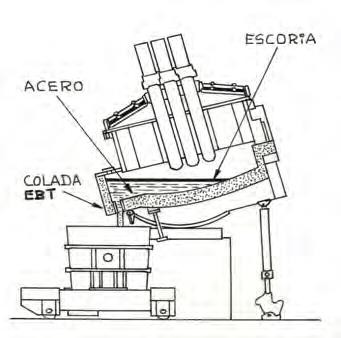
Fuente: Enríquez J, Tremps E, De Elio S, Fernández D (2009)
3) Métodos de taponado La marcha de colada en horno de arco tiene dos etapas separadas por un desescoriado. La primera es la fase oxidante y al final de ella queda un acero oxidado que tiene sobre él una escoria en la que se encuentran los óxidos de los elementos que se han eliminado; algunos de ellos, como el fósforo, son especialmente perniciosos para la calidad del acero fabricado. En el momento de la colada por el fondo ha de tenerse especial cuidado para que la escoria oxidada quede en el horno y no caiga a la cuchara ya que frenaría las reacciones de desoxidación y desulfuración y, además, los elementos perniciosos presentes en la escoria (fósforo y otros) retornarían al baño.
Un método sencillo (figura 3.5), que fue el primero que se utilizó, es echar dentro del horno una pieza cerámica refractaria, de forma esférica o troncocónica y cuyas medidas son algo mayores que el diámetro de la piquera de salida del horno. La densidad de este tapón es intermedia entre las del acero y escoria, de forma que estará situado en la interfase entre ambos elementos del baño. Cuando se ha extraído el acero presente en el horno y va a caer escoria a la cuchara ese tapón queda posicionado sobre el agujero de salida, obturándolo y evitando que caiga escoria con el acero a la cuchara.
Figura 3.5: Método del taponado. Sistemas de retención de escoria negra oxidada dentro del horno, evitando su caída a la cuchara.

Fuente: Enríquez J, Tremps E, De Elio S, Fernández D (2009)
Este sistema es sencillo y barato pero su fiabilidad es dudosa pues se basa en que el objeto flotante se posicione exactamente sobre la piquera durante el vaciado del horno, cosa que no siempre ocurre.
Actualmente el taponado se hace por medios mecánicos con mando a distancia que puede ser manual o electromecánico. Un sistema es el tapón consistente en una plaqueta cerámica refractaria sujeta a un brazo oscilante accionado por un cilindro hidráulico. También es válido el método de buza deslizante utilizado en las cucharas de colada. Puede ser de corredera o guillotina, en el que la plaqueta de cierre se desliza en línea recta, o de revólver, en el que la plaqueta es circular con agujeros de forma que al girar presenta agujero o zona ciega, respectivamente, al orificio de salida. Es muy importante la existencia de un artificio sensor que avise del paso de escoria en el mismo momento en que comienza a producirse. El sistema que ha dado mejores resultados es el inductivo. Concéntricamente al tubo de salida de caldo hay una bobina, empotrada en el refractario, por la que circula una corriente alterna. A continuación hay otra bobina, también empotrada en el refractario, conectada eléctricamente a un avisador (timbre o lámpara) y al mando a distancia del tapón de piquera (brazo oscilante, corredera o revólver).
Mientras está pasando acero, este hace el efecto, entre las dos bobinas, del núcleo de un transformador. En consecuencia, en la segunda bobina se induce una corriente. En el momento en que deja de caer acero y comienza a pasar escoria desaparece el efecto de continuidad del núcleo de transformador; ya no hay corriente inducida, circunstancia que por medio de servomecanismos actúa sobre las alarmas y los dispositivos de taponado.
4) Revestimiento de la cuba Desde el punto de vista de revestimiento la cuba tiene dos zonas, que son la solera y las paredes verticales (figura 3.1 anterior).
Según el tamaño de los hornos, la solera tiene 500 a 1000 mm de espesor. Como en casi todos los hornos, hay un refractario de seguridad, aledaño a la chapa y otro de trabajo que es el que está en contacto con el acero líquido. En los hornos básicos, que son prácticamente la totalidad, tanto la solera como las paredes tienen refractario básico. El refractario de seguridad suele estar constituido por ladrillos de magnesia. El de trabajo puede ser de dolomita calcinada ("dolomía") de granulometría fina y apisonada en seco, dolomía alquitranada o polvo de magnesita calcinada ("magnesia") fuertemente apisonada. En algunos hornos grandes el revestimiento de trabajo está constituido por ladrillos de dolomía o magnesia. En los hornos de marcha ácida los refractarios son de sílice. En el caso de las paredes hoy día sólo se recubren con refractario las zonas que están en contacto con el acero líquido o escoria líquida (figura 3.3 anterior). Los refractarios más empleados son:
– Ladrillos de magnesia o magnesia-cromo.
– Ladrillos de magnesia aglomerados químicamente.
– Ladrillos de magnesia aglomerada con alquitrán y cocidos (magnesia- carbono).
– Ladrillos de dolomía.
– Bloques apisonados de dolomía.
– Dolomía granulada alquitranada, gunitada o apisonada contra un molde.
En algunas acerías se han utilizado con éxito ladrillos de magnesia, aglomerada químicamente y compactada a presión, con una envoltura de chapa de hierro. Esta chapa, que está oxidada, funde durante la colada y el óxido líquido formado hace de cemento que une y sella los ladrillos entre sí.
En la línea de flotación de escorias son más adecuados los ladrillos de magnesia porque resisten mejor el ataque de escorias oxidantes constituidas por óxido de hierro. En cuanto a la parte media y superior de las paredes de la cuba, no hay refractario sino paneles refrigerados por circulación de agua. Inicialmente era un solo circuito pero en la actualidad son independientes entre sí para facilitar reparación en caso de avería o perforación. En la cara que da vista al interior al horno estos tubos están protegidos de las salpicaduras de caldo y escoria por un refractario granítico o magnésico gunitado.
5) Mecanismo de basculación En hornos de menos de 4 t/h se emplea un mecanismo de husillo y tuerca orientable. En los tipos más pequeños el husillo se acciona a mano por medio de un volante; en los medianos o grandes el tornillo se mueve por motor eléctrico y una desmultiplicación de engranajes, estando previsto también el accionamiento a mano para casos de avería o corte en el suministro eléctrico. Los husillos están metidos en tubos telescópicos para lubricación y protección contra el polvo y suciedad. Además hay rodamientos de bolas de empuje axial y radial.
Hoy día, los grandes hornos que se implantan tienen sistemas de basculación por cilindro y pistón hidráulico o neumático.
En hornos de piquera frontal la inclinación del horno es de 45 º para colada y 30 º para desescoriado (motor y husillo) o de 45 º para colada y 15 º para desescoriado (sistema de pistones hidráulicos). En los hornos EBT de colada por el fondo los ángulos son, lógicamente, menores.
6) Sistemas de agitación Las reacciones de la colada en horno de arco son reacciones de interfase metal-escoria cuya velocidad es función directa del área efectiva de esa interfase. Como la superficie o sección recta del horno de arco no se puede aumentar indefinidamente porque no sería operativo, es preciso encontrar un sistema que aumente esa superficie sin agrandar el horno. Ese sistema es la agitación.
a) Agitación magnética El método más antiguo es el de agitación por una bobina electromagnética adherida a la chapa de la parte inferior del horno, bajo la solera. Por la bobina circula una corriente alterna de baja frecuencia la cual provoca una fuerte agitación magnética en el caldo existente en el horno. Esta agitación genera un contacto eficiente entre el acero y la escoria que flota sobre él, con lo que se aceleran las reacciones metalúrgicas de la colada. Este sistema fue desechado al cabo del tiempo por la complicación y peligro que supone tener componentes eléctricos en una zona de mucho calor, como es el pozo de colada, especialmente en el caso de una perforación del refractario de la solera.
b) Agitación por gas inerte Consiste en insuflar argón o nitrógeno por el fondo del horno. Inicialmente se hacía mediante un tubo de acero pero existía el riesgo, si la presión ferrostática era alta, de que se escapara caldo por el tubo. Después se ensayó con éxito el soplado a través de ladrillos con acanaladuras exteriores; también el tapón poroso. Ambos tipos incrustados en el refractario de la solera.
c) Escoria espumosa Hoy día la agitación que se consigue por formación de escoria espumosa mediante inyección de carbón en polvo y oxígeno ha sustituído a los demás sistemas.
Bóveda del horno El anillo de bóveda (figura 3.7) está constituido por un tubo de acero de sección rectangular y paredes muy gruesas. En el interior del tubo circula agua para refrigerar el propio tubo y las piezas refractarias que se apoyan en él, si las hay, alargando su duración. Para evitar deformación térmica el aro tiene diámetro superior al de la cuba del horno. Los hornos grandes tienen sobre la bóveda una plataforma de visita que puede ser desmontable. Para facilitar el centrado hay cuatro tornillos de fuerte rosca que se enganchan por dispositivos especiales, en brazos rígidos de acero sólidamente sujetos a la pieza superior de las columnas. Esto permite orientar la bóveda en la posición deseada con relación a los brazos portaelectrodos. Durante mucho tiempo la bóveda estaba constituida por ladrillos refractarios; actualmente se hace, al igual que la parte superior de la cuba, refrigerada por agua.
Figura 3.6: Bóveda y parte superior de la cuba del horno de arco.

Fuente: Enríquez J, Tremps E, De Elio S, Fernández D (2009)
1) Refractarios de la bóveda La bóveda se construye con ladrillos refractarios de formas especiales (figura 3.6) apoyados en el anillo metálico refrigerado. Los ladrillos se disponen como un arco de medio punto alrededor de los ladrillos que constituyen las piezas clave. La bóveda tiene tres agujeros en la parte central, dispuestos a 120 º, por los que pasan los electrodos (figura 3.7). Hay un cuarto agujero por el que se extraen los gases de colada para su depuración.
Figura 3.7: Bóvedas de horno de arco.

Fuente: Enríquez J, Tremps E, De Elio S, Fernández D (2009)
Hasta el año 1959 se han utilizado ladrillos de sílice en las bóvedas de los hornos de arco. Esta composición planteaba problemas. Al tener los hornos gran sección en comparación con la altura de la cuba sobre la escoria, la bóveda sufría un fuerte ataque por radiación térmica y llegaba a fundirse parcialmente ("lloraba"); estas gotas de ácido silícico lamían los refractarios básicos de la cuba y se producía una reacción ácido-base que atacaba los refractarios de la cuba. Por otro lado, las salpicaduras de la escoria básica y oxidante de la colada reaccionaban con el ácido de los ladrillos y los atacaban todavía más. La sustitución de la sílice (SiO2) por alúmina (Al2O3) o carborundum (SiC) mejoró la situación del problema; una bóveda de alúmina duraba 200 coladas, cuando la de sílice sólo duraba 70.
Para montar el refractario de la bóveda el aro de sujeción refrigerado se coloca sobre una pieza de mampostería, construida en el suelo de la nave, cuya geometría es idéntica a la inferior de la bóveda. Apoyándose en ella se colocan todas las piezas refractarias como un puzle hasta completar el conjunto. Después se suspende el anillo con la grúa y se lleva hasta el horno en el momento en que se precise la sustitución de la bóveda gastada.
2) Bóveda refrigerada En la actualidad han desaparecido las bóvedas con ladrillos refractarios. Todas ellas se construyen con paneles refrigerados por agua de forma diversa. Originalmente era una sola tubería en espiral, pero actualmente se componen de varios paneles independientes entre sí. En el centro de la bóveda hay una zona de refractario, que suele ser apisonado, en la que se practican los agujeros de paso de los tres electrodos.
3) Métodos de carga del horno ? Bóveda fija y carga por la puerta de trabajo (figura 3.8). En los primeros tiempos la bóveda era fija y la carga de chatarra y adiciones se hacía íntegramente por la puerta de trabajo. En los hornos pequeños la carga se hacía a mano. En los grandes se hacía basculando el horno y llenándolo por un plano inclinado o mediante palas cargadoras mecánicas iguales a las utilizadas en los hornos Siemens-Martin existentes.
Figura 3.8: Bóveda fija y carga por la puerta de trabajo.

Fuente: Enríquez J, Tremps E, De Elio S, Fernández D (2009)
? Cuba móvil deslizante En hornos antiguos (y también actualmente en los más modernos) la bóveda está suspendida de un pórtico que también soporta el conjunto de columnas y brazos portaelectrodos. Se eleva la bóveda y los electrodos hasta separarse de la cuba. A continuación se desplaza la cuba sobre unos raíles hasta quedar fuera de la vertical de la bóveda. En ese momento se carga por cesta (que se describirá más adelante). A continuación la cuba, que va sobre ruedas y con motores de arrastre, se retorna a su posición. Descienden después bóveda y electrodos, se da corriente y comienza la fusión.
? Bóveda móvil deslizante En este caso la bóveda, que también está colgada de un pórtico, se eleva y desplaza sobre unos raíles hasta dejar libre la vertical de la cuba, permitiendo así la carga por cesta. Este sistema tiene la desventaja de tener que alargar los cables flexibles de alimentación, lo que disminuye su duración (figura 3.9).
Figura 3.9: Carga de horno por bóveda desplazable.

Fuente: Enríquez J, Tremps E, De Elio S, Fernández D (2009)
? Bóveda móvil pivotante (figuras 3.10 y 3.11)
Es el sistema predominante hoy día. Consiste en elevar verticalmente la bóveda y girarla después horizontalmente, con lo cual queda descubierta la cuba y en disposición de ser cargada. Las ventajas son múltiples, y entre ellas:
– Se eliminan tensiones y esfuerzos sobre superestructuras y refractarios.
– El tiempo de carga pasa de 1-2 horas a 5-10 minutos.
– Se ahorran pérdidas de calor y choque térmico a los refractarios.
– El dispositivo de elevación y giro es sencillo y robusto, sin mantenimiento.
– Ahorra mano de obra y aumenta la producción.
– Permite cargar chatarras masivas, etc.
Algunos hornos modernos tienen bóveda pivotante con un solo grupo eléctrico y dos cubas, de forma que en una cuba se está fundiendo y oxidando la carga mientras que la otra cuba está cargándose. Esto aumenta todavía más la producción y ahorra energía eléctrica.
Figura 3.10: Carga de horno por bóveda pivotante.

Fuente: Enríquez J, Tremps E, De Elio S, Fernández D (2009)
Figura 3.11: Desplazamiento de la bóveda en horno eléctrico de arco

Fuente: Enríquez J, Tremps E, De Elio S, Fernández D (2009)
? Carga por bóveda móvil pivotante Una vez terminada la colada se vuelve el horno a su posición normal por medio del mecanismo de basculación, con lo que se puede realizar la elevación y giro de la bóveda. Esto último se consigue por mecanismos hidráulicos que elevan y pivotan la bóveda así como el soporte de las columnas portaelectrodos. Después se carga con cesta y vuelve la bóveda a su posición normal.
El movimiento de elevación de la bóveda se consigue en todos los tipos por medio de un cilindro de agua o aceite a presión (caseta de bombas hidráulicas). Normalmente los dispositivos están bañados en aceite, con lo que su funcionamiento es muy suave y se eliminan vibraciones. En los hornos grandes la bomba es levantada por un pistón vertical y girada por otro horizontal, lo que se consigue por una bomba de émbolos accionada por motor eléctrico. La alimentación de aceite se hace desde un depósito especial al que retorna el aceite porque el sistema funciona en circuito cerrado.
En los hornos pequeños el giro se hace a mano. Todos los tipos tienen válvulas de seguridad, by-pass, etc. que impiden falsas maniobras y averías por descuido.
? Cestas de carga Es el sistema empleado para la carga de todos los hornos de arco convencionales y que no cuentan con dispositivos de precalentamiento (éstos se describirán más adelante). El equipo varía según la capacidad del horno y, por tanto, de la cesta.
En tamaños pequeños la cesta está formada por una virola de chapa reforzada de la que cuelgan cadenas con argollas en su remate, chapas triangulares muy largas o chapas trapeciales abisagradas. Se hace descender la cesta sobre un recipiente semiesférico (que suele formar parte de la báscula de carga) y se amarran con una soga fuerte los extremos de las cadenas o triángulos. Se llena la cesta y se hace llegar hasta el interior del horno. El calor de la solera quema la soga y a elevar la cesta la carga queda depositada en el interior del horno.
En hornos grandes la cesta (muy reforzada, como es lógico) tiene en su fondo dos cuartos de esferas articulados y giratorios, de forma que cuando está sobre la vertical de la cuba del horno se abren y sueltan la carga en el interior de éste (figuras 3.12, 3.13 y 3.14 respectivamente).
Figura 3.12: Cestas de carga.

Fuente: Enríquez J, Tremps E, De Elio S, Fernández D (2009)
Figura 3.13: Cesta de carga de horno de arco pequeño o medio. (1)Cesta descarga.

Fuente: Enríquez J, Tremps E, De Elio S, Fernández D (2009)
Figura 3.14: Cesta de carga de horno de arco pequeño o medio. (2) Cesta llenándose.

Fuente: Enríquez J, Tremps E, De Elio S, Fernández D (2009)
? Carga de pella Dado su pequeño tamaño, los pella prerreducidos (hierro esponja) se escurrirían por la parte inferior de la cesta de carga. Por otra parte, al ser muy oxidables y pirofóricos no pueden almacenarse a la intemperie como otros componentes de la carga. Hay varias modalidades de carga de pella al horno de arco:
– Por un agujero practicado en la bóveda, preferiblemente en su centro geométrico a fin de que caigan en la zona más caliente del arco eléctrico y se fundan y fluidicen mejor (figura 3.15 y 3.16).
– Por un agujero practicado en la pared de la cuba lanzando los pella con un cañón que los proyecta al centro de la superficie del baño (figura 3.17).
– Por un agujero longitudinal practicado en el electrodo, con lo que los pella son ayudados a fundir y caer por el "viento" del arco eléctrico. Este sistema está especialmente indicado para los hornos de corriente continua, que sólo tienen un electrodo.
Figura 3.15: Pella prerreducidos. Diagrama del aparato IRSID de carga continua al horno eléctrico de arco.

Fuente: Enríquez J, Tremps E, De Elio S, Fernández D (2009)
Figura 3.16: Pella prerreducidos. Diagrama del aparato Stelco de carga continua al horno eléctrico de arco.

Fuente: Enríquez J, Tremps E, De Elio S, Fernández D (2009)
Fuente 3.17: Pella prerreducidos. Diagrama del aparato TAMSA de carga continua al horno eléctrico de arco

Fuente: Enríquez J, Tremps E, De Elio S, Fernández D (2009)
4) Economizadores (apagallamas)
Se colocan sobre la bóveda y están refrigerados por circulación de agua, cerrando eficazmente el paso de los gases. Tienen unas ranuras de disipación de calor que evitan su rotura en caso de fallo en el suministro de agua. Refrigeran eficazmente los refractarios del "ojo de buey" a través del cual pasa el electrodo y están mecanizados cuidadosamente para evitar que queden agarrados a los electrodos. A fin de minimizar pérdidas por autoinducción, su construcción está perfectamente estudiada y tienen un cierre de acero austenítico. Se proyecta su montaje de forma que permita un perfecto centrado con el electrodo y mantenga la debida posición durante las dilataciones y contracciones de la bóveda .Están sujetos al anillo de la bóveda, de forma que aún en el caso de desprendimiento de los ladrillos de la misma no puedan caer en la cuba.
5) Extracción y depuración de humos En las bóvedas actuales refrigeradas por agua existe el que coloquialmente se llama "el cuarto agujero", de un diámetro aproximado de 1-2 metros, que se prolonga en un codo de 90º refrigerado por circulación de agua. Por ese agujero y codo se extraen los gases y humos de colada, que antaño inundaban la nave y sus alrededores. Este codo se continúa en una tubería horizontal del mismo diámetro conectada al sistema depurador de humos. Como es lógico suponer, el tubo no puede ser enterizo con el codo pues no permitiría los movimientos de la bóveda y del resto del horno.
La extracción y depuración de humos puede implantarse exclusivamente para depurar los gases. En instalaciones modernas se aprovechan los calores sensible y químico de esos gases para precalentar la chatarra inmediatamente antes de su carga al horno. A continuación se revisan someramente ambos objetivos.
a) Sólo depuración (figura 3.18):
Una depuración adecuada, con la única pretensión de descontaminar los gases de salida del horno, debe poder realizar las siguientes funciones:
– Quemar los gases inquemados, especialmente el monóxido de carbono, para evitar que su combustión (incluso explosión) se produzca accidentalmente en los escalones siguientes de la instalación con los riesgos que ello implica.
– Enfriar esos gases para que no quemen los decantadores y filtros de mangas.
Retener el polvo y demás sólidos en suspensión para que los gases salgan limpios a la atmósfera.
Figura 3.18: Depurador del gas de salida de la bóveda del horno eléctrico de arco.

Fuente: Enríquez J, Tremps E, De Elio S, Fernández D (2009)
b) Precalentamiento de chatarra (figura 3.19, 3.20 y 3.21):
A las operaciones y equipos antes citados se añade un sistema de paso de los gases combustionados a través de la chatarra de carga, inmediatamente antes del ingreso de la misma en la cuba del horno de arco. Este intercambio de calor puede hacerse de forma discontinua o continua.
– En los procesos discontinuos (Kawasaki, High Temperature Quenching) la cesta con la carga se encuentra en serie con la corriente gaseosa y actúa como medio enfriador de los humos. También vaporiza y quema los contaminantes (pinturas, taladrinas, humedad, etc.) con lo que la chatarra llega relativamente limpia al horno de arco. Una vez caliente la chatarra se carga al horno de arco por los medios normales.
Como puede verse en la figura 3.19, no sólo se captan humos del cuarto agujero sino debajo, en la colada. También hay una campana sobre el horno que en algunos casos llega a estar completamente encapsulado.
Figura 3.19: Precalentamiento de chatarra en acerías.

Fuente: Enríquez J, Tremps E, De Elio S, Fernández D (2009)
– En los procesos continuos la chatarra se desplaza en contracorriente con los gases quemados, bien en forma horizontal (Consteel), bien en una disposición vertical (Verticon SMS, Horno-cuba Fuchs Systemtechnik), figuras 3.20, 3.21, 3.22 y 3.23, o bien en una mixta (Fingershaft Furnace, Contishaft, Contimet, BBC Brusa italiano).
Figura 3.20: Precalentamiento de chatarra en acerías.

Fuente: Enríquez J, Tremps E, De Elio S, Fernández D (2009)
Figura 3.21: SMS Verticon para precalentamiento de la carga de horno eléctrico de arco.

Fuente: Enríquez J, Tremps E, De Elio S, Fernández D (2009)
Figura 3.22: Balance de energía, KWh/T. Verticon Schloemann- Siemag AG.

Fuente: Enríquez J, Tremps E, De Elio S, Fernández D (2009)
Figura 3.23: Horno de arco y cuba baja Fuchs Systemtechnik en Sheerness Steel.

Fuente: Enríquez J, Tremps E, De Elio S, Fernández D (2009)
c) Sublanza de toma de muestras En los grandes hornos de arco la operación de extracción de caldo para la obtención de muestras de control (análisis químico) llega a ser difícil y físicamente fatigosa. En consecuencia, se está difundiendo progresivamente el mismo sistema de sublanza puesto a punto para los convertidores de acería de siderurgia integral. En consecuencia, la bóveda tiene un quinto agujero, de diámetro muy pequeño, por el que desciende la "sublanza" (así se denomina en los convertidores). En el extremo de ella se encuentra el sistema de entrada y retención y solidificación del acero líquido. La lanza está sujeta en un pescante. Desciende, penetra en el horno hasta llegar al baño de acero, y retrocede para sacar la muestra sólida y sustituir el cartucho toma-muestras.
Electrodos En los hornos eléctricos de arco la corriente se lleva al interior del horno mediante los electrodos, que son unas barras de carbono que se introducen en el horno y permiten que los arcos eléctricos se formen entre sus extremos y la carga sin que a pesar de la elevada temperatura se fundan. En los hornos de acería los electrodos comúnmente empleados son los de grafito, aunque en tiempos antiguos o de carencia se emplearon los de carbono amorfo y los Söderberg. Como alternativa a los electrodos clásicos de grafito se están ensayando otros especiales, mixtos o huecos.
Tanto los de grafito como los de carbono amorfo se adquieren ya fabricados, mientras que los Söderberg se construyen en la misma factoría que los utiliza. Los dos primeros son electrodos semicontinuos y están constituidos por barras cilíndricas de 1,5 a 3 m de longitud provistos en sus dos extremos de orificios roscados a los que se acopla una pieza de unión llamada "nipple". Ésta consiste en un doble tronco de cono unido por sus bases mayores y roscado, que sirve para empalmar dos barras consecutivas. De este modo cuando el electrodo se va consumiendo puede roscarse otra barra y así funcionan como si fueran continuos.
El material de partida es siempre el mismo: Mezcla de carbones (naturales y coque) y de hidrocarburos pesados (brea y alquitrán). Según la temperatura de cochura la clasificación es:
– Söderberg: La pasta se emplea cruda.
– Carbono amorfo: Previamente se cuecen a temperatura intermedia.
– Grafito: Se cuecen a temperatura y presión muy altas.
1) Electrodos Söderberg Estos electrodos han sido una solución de emergencia (guerras, carencias…) que originaban falta de electrodos de grafito. Han sido más utilizados en Suecia y Noruega por ser casi tradicionales. Actualmente se usan casi exclusivamente en:
– Células para obtención de algunos metales (aluminio. magnesio, calcio…) por electrolisis ígnea (figura 3.24).
– Hornos de reducción directa carbo-electro-térmica para obtención de hierro y otros metales de su grupo.
– Hornos eléctricos para obtención de metales como silicio o manganeso o ferroaleaciones como ferrosilicio, ferromanganeso o ferrocromo (figura 3.25).
Figura 3.24 Cuba electrolítica para aluminio.

Fuente: Enríquez J, Tremps E, De Elio S, Fernández D (2009)
Figura 3.25: Horno de cuba abierta y solera conductora para fabricación de ferroaleaciones.

Fuente: Enríquez J, Tremps E, De Elio S, Fernández D (2009)
En los electrodos Söderberg la corriente es tomada y conducida por una armadura o virola formada por chapa delgada de hierro dulce, que al mismo tiempo sirve de encofrado de la parte carbonosa que ha de constituir, una vez cocida, el electrodo propiamente dicho; también ha de servir de soporte mecánico del electrodo (figura 3.26).
Figura 3.26: Electrodo Söderberg.

Fuente: Enríquez J, Tremps E, De Elio S, Fernández D (2009)
Las dimensiones de esta armadura han de ser tales que ofrezca poca resistencia al paso de la corriente eléctrica y que no llegue a fundir prematuramente. Pero el espesor de las chapas de la armadura no debe ser muy grande a fin de evitar que las corrientes de Foucault producidas en ella sean excesivas y lleguen a provocar un sobrecalentamiento por este motivo. Finalmente, la sección del metal debe ser suficiente para resistir el peso de todo el electrodo.
Como puede verse, condiciones difíciles de compaginar. La unión (eléctrica y mecánica) de cada chapa con la anterior se hace por una soldadura discontinua que deje grietas libres paraescape de los gases producidos por la destilación de la pasta cruda al calentarse. Virolas de diámetro muy alto se refuerzan con chapas radiales soldadas longitudinalmente a la parte cilíndrica. En algunos casos se practican orificios de ventilación en las virolas.
La masa carbonosa puede ser preparada en la propia factoría del consumidor, pero puede adquirirse ya preparada con la denominación de "pasta Söderberg". En el primer caso se una mezcla en caliente de los siguientes ingredientes:
– Antracita grafitada o desgasificada (en grano) 40 % – Antracita grafitada o desgasificada (en polvo) 14 % – Coque (en grano y polvo) 25 % – Alquitrán deshidratado 16 % – Brea de hulla 5 % Durante su trabajo en el horno, y visto en sentido descendente, el electrodo tiene (o debe tener) cuatro zonas:
1. Y superior. La pasta carbonosa "está verde" (no ha coquizado) ni el metal de la armadura se ha fundido.
2. La pasta carbonosa ha coquizado y el metal de la armadura sigue sin fundirse.
3. La pasta carbonosa está coquizada (es por ello eléctricamente conductora) y el metal de la armadura se ha fundido.
4. La materia carbonácea se ha grafitado y el metal de la armadura no existe.
2) Electrodos de carbono amorfo Su fabricación consiste en tomar pasta Söderberg, darle forma de barras mediante una fuerte compresión y cocerlas fuera del aire para descomponer el aglomerante y transformarlo en un cemento carbonoso que une sólidamente entre sí los granos primitivos. La constitución de estos elementos puede compararse a la del hormigón que se emplea en la construcción de obras de fábrica; en el caso presente los trozos de carbón equivalen a las piedras y arena del hormigón, y la brea o alquitrán o la mezcla de ellos el cemento, El fraguado se hace por la pirogenación del aglomerante durante la cochura a alta temperatura.
Los electrodos de carbono amorfo son engorrosos de manejar. En primer lugar, la resistencia mecánica es muy inferior a la de los electrodos de grafito y también inferior a la de los Söderberg, especialmente en lo que se refiere a esfuerzos de flexión. Resisten poco a los choques térmicos y siendo su resistividad unas cuatro veces mayor que la de los de grafito, se necesita una sección cuatro veces mayor o, lo que es lo mismo, diámetro doble que los electrodos de grafito para que el rendimiento sea el mismo.
Por esta razón sólo se emplean los electrodos de carbono amorfo en casos de emergencia, como ocurrió durante la Segunda Guerra Mundial en que fue totalmente cortado el suministro de electrodos convencionales de grafito y hubo que acudir a los de carbono amorfo.
3) Electrodos de grafito Para la fabricación de electrodos de grafito se necesita una operación más que para los electrodos de carbono amorfo. En realidad, un electrodo de grafito no es más que un electrodo de carbono amorfo en el que este material ha quedado transformado en grafito.
Esta grafitización se efectúa a temperaturas superiores a los 2200 ºC, lo que se consigue en hornos eléctricos de cuna(proceso Acheson). Además de conseguirse la transformación del carbono amorfo en carbono grafítico, se volatilizan las impurezas y queda un carbono grafítico muy puro como constituyente de los electrodos. El proceso electrotérmico de grafitización es muy delicado pues hay que tener en cuenta que la densidad real del carbono antes de la grafitización es de 1,9 y pasa a ser 2,2, después de su transformación en grafito. Esta disminución del volumen específico produce una contracción de las dimensiones lineales y si esta contracción no se produce uniformemente se originan fisuras en la masa del electrodo. Para evitar la porosidad inherente, en la primera fase de la fabricación se someten los electrodos a presiones elevadas, del orden de 300 kg /cm2; así se tienen comprimidos los granos de carbón para que al cambiar la densidad se retraigan menos.
Finalmente, una vez fríos se mecanizan hasta las dimensiones adecuadas y se los taladra y rosca el orificio para las "nipples" en un torno como si se tratase de una pieza metálica cualquiera (figura 3.27).
Figura 3.27: Fabricación de electrodos de grafito.

Fuente: Enríquez J, Tremps E, De Elio S, Fernández D (2009)
4) Electrodos especiales Dada la pérdida e inutilización de electrodos por fractura en servicio, especialmente con chatarras de formas muy distintas entre sí, se ha intentado sustituir el grafito por otros sistemas tenaces además de eléctricamente conductores. Un intento ha sido la sustitución de los electrodos de grafito por electrodos de cobre refrigerados por circulación interna de agua. A pesar de esta refrigeración las elevadísimas temperaturas en el arco han dado lugar a perforaciones y fugas de agua que llegan a ser peligrosas. Esto se ha obviado parcialmente manteniendo el cuerpo de cobre refrigerado por agua al que se le rosca una punta de grafito que abarca la zona de temperaturas más altas. En cualquier caso, los ensayos siguen en etapa de investigación.
Otra variante respecto a los electrodos convencionales de grafito la constituyen los electrodos perforados. En ellos se hace una perforación axial que se dispone para inyectar productos pulverulentos (hierro esponja, ferroaleaciones, óxidos metálicos…) que caen, empujados por el viento eléctrico del arco, en la zona de máxima temperatura. Esto aumenta su reactividad y facilita su digestión por el baño metálico. El sistema de electrodo hueco resulta especialmente favorable en los hornos de arco de colada continua, gracias a la polaridad constante de los mismos.
Equipo conductor y soporte Junto con los electrodos hay otros componentes del conjunto que lleva la corriente desde el transformador a la carga metálica. Hay muchas variantes; aquí se describen las formas más extendidas.
1) Cables flexibles La corriente se alimenta a través de cables de alta intensidad, flexibles y refrigerados por agua. Van desde la salida de baja tensión en el transformador (pletinas, barras o tubos de cobre) hasta los brazos portaelectrodos. De ahí la corriente va a tubos conductores de alta intensidad refrigerados por agua que la llevan hasta los electrodos.
Es lógico suponer que estos conductores han de ser flexibles para permitir los movimientos verticales del conjunto de electrodos, así como la basculación del horno para colada o escoriado. Los cables refrigerados de hornos pequeños suelen tener una sola "cuerda" de cobre dentro de la manguera refrigerada por agua. Los cables mayores tienen un anillo de cuerdas arrolladas concéntricamente a una manguera central. La mayoría de los hornos que adoptan un secundario en triángulo tienen cuatro grandes cables por fase. Si uno de los cuatro falla durante la colada es posible continuar ésta con los otros tres, compensando el circuito de agua. A fin de tener unas reactancias bajas los conductores deben ser lo más cortos posibles. Los tubos y cables de alta intensidad suelen adoptar una disposición cuya sección recta es un triángulo equilátero a fin de equilibrar los efectos de inducción mutua entre las fases.
2) Torreta En el cuerpo del horno hay un pórtico o torreta que soporta la bóveda, brazos portaelectrodos, los propios electrodos y los medios de conexión eléctrica. Esta torreta tiene forma de caja de chapa soldada. Hay varios sistemas de disponer el pórtico con sus sistemas de elevación-descenso y basculación de la bóveda:
– El primero es con el mecanismo de elevación-descenso y oscilación colocado sobre un plinto especial.
– El mismo pero con el mecanismo y la cuba sobre la misma base. En este caso, como en el anterior, el pórtico sube y oscila haciendo cuerpo común con la bóveda suspendida.
– En otros casos la bóveda se eleva independientemente por medio de enclavamientos en el pórtico torreta.
La torreta gira alrededor de un pinzote o eje maestro. Los hornos pequeños o medios adoptan para la torreta una disposición en cantiléver. En el caso de hornos de diámetro muy grande, con bóvedas pesadas, la torreta adopta la disposición de un pórtico completo. El mecanismo de basculación debe estar enclavado (bloqueado) en la posición de trabajo para contrarrestar el momento de inclinación durante el giro.
3) Columnas y sistemas de guía Deben poseer suficiente rigidez para resistir las fuerzas de flexión y torsión que sufren en servicio, especialmente en hornos UHP. En particular son notables las tensiones de torsión generadas por las fuerzas electromagnéticas entre los electrodos y entre los conductores secundarios. Si las columnas no son suficientemente rígidas se da oscilación excesiva de las mordazas de electrodos cuando éstos se abren paso entre la chatarra con elevado riesgo de rotura de los mismos.
Los fabricantes varían en la elección del material para las columnas. Algunos hacen las tres columnas de acero al carbono; otros hacen la columna central de acero inoxidable austenítico y las laterales de acero al carbono: y otros hacen las tres columnas de acero inoxidable. El empleo de materiales no magnéticos evita calentamiento inductivo y disminuye las pérdidas por inducción.
Las columnas soportan todo el conjunto que lleva la corriente hasta el baño. En hornos pequeños las columnas son tubulares y llevan guías o chavetas para evitar el giro; son de acero amagnético para evitar inducción. En hornos grandes las columnas están soportadas por la torreta o pórtico. Para buen guiado cada columna desliza entre cuatro roldanas, cementadas y templadas, montadas sobre rodamientos a bolas. Las roldanas son ajustables en tres planos perpendiculares entre sí a fin de fijar exactamente al electrodo a su paso por los apagallamas. El movimiento ascendente y descendente de la columna portaelectrodos se hace de diferente forma, según la regulación sea eléctrica o hidráulica. En hornos pequeños el cilindro hidráulico de electrodo está emplazado en la misma columna. En hornos grandes los cilindros están situados en cámara aparte y su movimiento se transmite a las columnas y brazos porta-electrodos por un conjunto de cables y poleas. La elevación y descenso se hace por pistones independientes para cada electrodo.
En regulaciones eléctricas el mando de los electrodos se hace por husillos o winches de corona y sinfín, accionados cada uno por un motor de corriente continua y una desmultiplicación de engranajes. Los motores se colocan encima de los tornos; el montaje de los tornos se hace en unas bases de madera, que se emplazan normalmente en la cabina de la subestación y sobre el nivel del suelo, quedando así al abrigo de la humedad y del polvo, y facilitándose el mantenimiento. Los tornos accionan los brazos porta-electrodos equilibrados.
4) Brazos porta-electrodos El horno de arco convencional tiene tres electrodos dispuestos en diseño circular. Hay dos configuraciones posibles. Una, la "larga", en la que el electrodo central sobresale de los laterales y otra, la "corta", en que el central está más cerca de la torreta que los laterales. El factor que preside el diseño de los hornos UHP es el equilibrado de las fuerzas electromagnéticas en los brazos, cosa que se consigue con el diseño "corto" (figura 3.28).
Como en la caso de las columnas, hay diferentes soluciones para el diseño de los brazos: cuadrado, rectangular, diamante, triangular y tubular. Es importante que los brazos sean suficientemente tenaces para minimizar la deformación en las mordazas de electrodo y tener buenas características de amortiguación. La operación de los hornos UHP ha mostrado que la mejor solución a este problema se consigue con la disposición triangular.
Como con las columnas de electrodos, los fabricantes varían en la elección del material para los brazos. Algunos hacen los tres brazos de acero al carbono, otros hacen el central de inoxidable austenítico y los laterales de acero al carbono y otros hacen los tres brazos de acero inoxidable. Se pretende anular y neutralizar las corrientes de autoinducción, es decir, calentamiento inductivo o pérdidas inductivas. En la actualidad se han ensayado brazos de aluminio, para disminuir pesos e inercias, o chapados en cobre para conducir y para evitar corrientes de Foucault. El aislamiento eléctrico de los brazos se hace próximo a las columnas, al abrigo de llamas y polvo.
Figura 3.28: Brazos Portaelectrodos. Diseño "corto".

Fuente: Enríquez J, Tremps E, De Elio S, Fernández D (2009)
Brazos portaelectrodos conductores en caja de acero, cerrada, chapada en cobre vacío, y refrigerada interiormente por circulación de agua.
5) Mordazas Las mordazas en hornos pequeños son de cobre fundido, perfectamente mecanizadas, con tolerancias admisibles según sea el diámetro de los electrodos. El cierre se hace mediante una cuña, también de cobre, que se aprieta a martillazos entre el electrodo y la propia mordaza.
En los hornos grandes las mordazas tienen dos piezas apretadas entre sí por resortes helicoidales y cilindro antagonista hidráulico o de aire comprimido con mando a distancia. Es decir, la fuerza de apriete es ejercida por muelles de compresión y la mordaza se abre mediante el cilindro antagonista (figura 3.29).
A causa de los campos magnéticos que se originan en conductores secundarios, el equipo es propicio al calentamiento inductivo, aunque un buen diseño obvia este problema y evita la necesidad de refrigeración adicional por agua. La solución adoptada por algunos fabricantes es contener el muelle y cilindro antagonista dentro del brazo de electrodo y conectar ambos elementos directamente a la amordaza mediante una barra de tracción. El cilindro de operación debe estar dispuesto de forma que toda la unidad al completo pueda ser sustituida en caso de avería.
Figura 3.29: Mordaza porta-electrodos.

Fuente: Enríquez J, Tremps E, De Elio S, Fernández D (2009)
6) Nipples y transportes La nipple es una pieza de grafito en forma de dos troncos de cono unidos por sus bases mayores, con un roscado que permite efectuar con ella el empalme entre dos electrodos consecutivos. Es decir, que cumple dos labores, cuales son el empalme mecánico entre un electrodo gastado y el siguiente y el contacto eléctrico entre ellos.
Para transportar los electrodos hasta su posición en el horno se emplea una nipple de acero dotada de un gancho, con giro libre, que cuelga del puente grúa.
Cronología de colada en horno eléctrico de arco A continuación se detallan las operaciones de colada en horno eléctrico con revestimiento básico en el mismo orden en que se realizan. Ha de tenerse en cuenta, una vez más, que la enumeración se hace en el supuesto de que todas las fases (oxidación, desescoriado, reducción) se realizan en el mismo horno de arco, según el proceso antiguo.
1) Carga de chatarra, caliza y mineral En el fondo de la cesta se aloja primero la caliza y el mineral (Fe2O3), si lo hay, para proteger la solera de los impactos y para que las primeras gotas de acero que caigan se depuren al encontrarse con los escorificantes. En cuanto a la carga metálica, la chatarra más fina se pone sobre la gruesa para que los electrodos "hagan pozo" pronto y se estabilice el arco eléctrico.
2) Se intercala reactancia, tensión no máxima Se acciona el mando eliminador de reactancia intercalando ésta en el circuito de alta del horno. Se actúa sobre el cambiador de tensiones poniéndolo en una tensión no máxima como, por ejemplo, el plot 5 de 6.
3) Se da corriente y se bajan los electrodos hasta que salta el arco Con esto comienza la fusión, que al principio es ruidosa, con arcos que se abren y cierran continuamente.
4) Fusión El arco de los electrodos se abre paso entre la chatarra fina y se forma un depósito de acero líquido sobre la solera.
5) Se elimina reactancia, tensión máxima Se actúa sobre el interruptor en baño de aceite desconectando de la red el circuito de horno. Mediante el eliminador correspondiente se elimina la reactancia. Se pone la tensión en el plot máximo (el 6) y se cierra el circuito de nuevo con el interruptor citado.
6) Escoria negra oxidante Las primeras gotas de acero que caen sobre los escorificantes forman la escoria negra.
7) Oxidación de elementos (Si-Mn-C-P)
La escoria negra comienza a efectuar la oxidación de los elementos acompañantes del hierro en el orden citado.
8) Inyección de carbón y oxígeno para escoria espumosa defosforadora Si se efectúa esta operación se conectan las lanzas de inyección de carbón en polvo y oxígeno para producir la escoria espumosa defosforadora.
9) Toma de muestra de oxidación y análisis Estando fundidos todos los materiales cargados, y con la escoria formada, se toma la muestra de análisis; esta muestra va a servir para calcular las adiciones a efectuar en la segunda fase.
10) Sube electrodos y corta corriente Se acciona el mando de subida de electrodos hasta que cesa el arco. Después se corta la corriente mediante el interruptor principal.
11) Fin del período oxidante El baño está totalmente oxidado y se han retirado de él los elementos oxidables (Si-Mn-C-P) y otros elementos (Cr…) que pudiera contener. Sólo queda el oxígeno en exceso, azufre y posibles elementos no eliminables (Cu- Sn). Sobre el baño queda la escoria oxidante, que contiene óxidos, silicatos y fosfatos de los elementos que se han eliminado.
12) Desescoriado Se extrae la escoria "negra" oxidante. Primero se bascula ligeramente el horno hacia atrás de forma que casi toda la escoria caiga a la pota emplazada en el foso bajo el horno Después se saca la escoria restante por medio de "rables". Para ayudar al rableado se "seca" (se hace viscosa y extraíble) la escoria echando dolomía sobre ella. Se suele aprovechar para ello la dolomía que se ha estropeado por hidratación atmosférica. En los procesos actuales se deja algo de escoria (o, mejor aún, caldo) que ayuda a iniciar una nueva colada en el horno EBT.
13) Tensión baja, se da corriente y se bajan los electrodos El cambiador se conecta al plot 1 o 2, es decir, tensión baja. Se acciona el interruptor principal para reconectar el circuito. Se bajan los electrodos y se establece de nuevo el arco eléctrico entre ellos y el baño.
14) Comienza período reductor Como se ha citado en anteriores ocasiones, en los procesos clásicos se hacía en el mismo horno de arco. En los actuales el caldo oxidado se pasa a la cuchara para efectuar el período reductor en la estación de Metalurgia Secundaria.
15) Desoxidación por precipitación o difusión Se hacen las adiciones de ferroaleaciones, desoxidantes, escorificantes y fundentes para comenzar la desoxidación y desulfuración.
16) Formación de escoria blanca reductora y desulfuradota El calor del baño funde los productos añadidos. Se aceleran las reacciones metal-escoria forzando a ésta a mezclarse con el baño mediante "barreo".
17) Control color escoria, olor a carburo Las barras se enfrían en agua y se observa el color de la escoria adherida a ellas. Al principio será todavía negra; después, repitiendo el barreo y enfriamiento de las barras en agua sucesivas veces, marrón oscuro, marrón claro, beige y, finalmente, blanco. En ese momento se notará un "olor a carburo" (acetileno) en los vapores que salen del agua de enfriamiento. Eso quiere decir que la escoria, y por lo tanto el baño que está bajo ella, están desoxidados y, por ende, desulfurados.
18) Toma de muestra análisis acero calmado Por medio de cazo o sublanza se toma muestra del caldo, en la que se efectúa análisis químico rápido por espectrometría. Este análisis servirá de base para calcular las adiciones de recarburantes y aleantes necesarias para ajustar la composición a la especificada.
19) Adición de ferroaleaciones Sobre el baño se hacen las adiciones correctoras de análisis, bien manualmente a pala en hornos pequeños o bien con dosificadores automáticos de pesada en hornos grandes. Puede ser conveniente esperar agitando el baño y sacar un segundo análisis químico de verificación y, si procede, nueva corrección.
20) Control de temperatura Es importante controlar la temperatura, sobre todo para mejor funcionamiento de la máquina de colada continua. Se emplea normalmente un pirómetro de inmersión de cartucho consumible.
21) Sube electrodos y corta corriente Una vez verificadas composición y temperatura del acero se elevan los electrodos y se corta la corriente en el interruptor principal en baño de aceite.
22) Fin del período reductor Así se considera terminado el período reductor (segunda escoria) y el horno está listo para sacar la colada.
23) Basculación y colada a cuchara Se vuelca el horno y el caldo cae a la cuchara. Para evitar reoxidación del baño en el chorro de colada se añade en piquera o cuchara 1 a 2 kg de aluminio por tonelada de caldo. Se procura que en la cuchara quede una capa de unos centímetros de "escoria blanca" (desoxidada) que protege al baño metálico de pérdidas por radiación y de posible reoxidación. La cuchara se lleva a la máquina de colada continua o lingoteras.
24) Inspección y reparación de revestimiento Una vez vacío el horno se observa su interior para detectar algún desgaste del refractario, especialmente en la línea de flotación de la escoria. Si fuera preciso se añade, a pala o proyectado por gunitado, refractario dolomítico para reponer el gastado.
25) Apertura de bóveda para recibir nueva carga Se levantan totalmente los electrodos, se eleva la bóveda y se pivota horizontalmente, dejando la cuba en disposición de recibir la primera cesta de carga de la nueva colada; cesta que ya debe estar en espera a fin de no perder tiempo y temperatura. Observaciones. Hay que tener presente, una vez más, que:
– Se trata de proceso básico.
– Ambos períodos (oxidante y reductor) se realizan en el horno.
– No hay metalurgia secundaria.
– Es para aceros calmados, al carbono o poco aleados.
En la figura 100 se representa la cronología de marcha de una colada de acero básico en un horno de arco.
3.3 Definición de Términos Básicos
· Acero colado: Es la cantidad de acero producido en los hornos de las máquinas de colada continua.
· Carga: Es la cantidad de acero para producir material solidó.
· Carro porta distribuidor: Este se encarga de transportar los distribuidores sobre los rieles instalados en la estructura del plano de colada, mediante motores reductores y está dotado de celdas de pesaje, las cuales forman parte del sistema de regulación automática del nivel de acero.
· Cate: Cumple la misma función de las lanzas supersónicas lo que lo difiere son los fabricantes.
· Compactación: Eliminación de tiempos muertos en la secuencia.
· Colada: Cantidad de acero líquido depositada en el cucharón.
· Colas: Es el último acero que solidifica produciendo una oquedad en la palanquilla y concentrando las impurezas en esta zona.
· Cucharones: Son recipientes que reciben el acero del horno y lo lleva a la máquina de colada continua.
· Distribuidor: Están construidos de planchas de acero soldado, recubiertos con material refractario en su parte interna, su función principal es recibir y repartir el acero líquido uniformemente, en cada uno de los moldes.
· EBT: Eccentric Bottom Tapping-Hole Vaciado excéntrico (fuera de centro) por el fondo.
· Ganga: Son los óxidos no ferrosos, los cuales los más comunes son óxido de silicio SiO2, óxido de aluminio Al2O3, pentóxido de fósforo P2O5, etc.
· Horno cuchara: Es un horno termoquímico utilizado para garantizar la homogenización de la temperatura, limpieza y calidad del acero, es decir darle los afinos a la colada con las especificaciones requerida del tipo de acero, para luego pasarlo a las máquinas de colada continua, para mantener la continuidad del proceso.
· HRD: Hierro de Reducción Directa.
· Máquina oxicorte: Esta máquina se encuentra ubicada después de la unidad extractora, enderezadora y se encarga de ejecutar el corte de la palanquilla durante la coladura según la medida planeada.
· Palanquilla: Es un producto semielaborado de sección cuadrada, cortado a una determinada longitud y posteriormente transformado por laminación o forja en caliente, para obtener productos tales como: Barras Lisas y con Resaltes, Alambrón, Pletinas, entre otros.
· Retrasos: Es la acción de hacer que algo ocurra en un tiempo posterior al previsto o debido.
· Secuencia: Es la Sucesión ordenada de cosas que guardan alguna relación entre sí.
· Secuencialidad: Es el número de coladas que tiene un distribuidor durante un periodo de tiempo determinada.
· Secuencias activas: Es la secuencia donde no se pueden instrumentar acarreos globales.
· Secuencias óptimas: Subconjunto de las secuencias sin retraso
· Secuencias semiactivas: Conjunto de secuencias en las que ya no es posible el proceso de compactación.
· Secuencias sin retraso: Secuencia en la que no existen tiempos muertos.
· Tiempos muertos: Es un tiempo en donde no se obtiene producción, es decir, no se pudo producir nada de nada.
CAPÍTULO IV
MARCO METODOLÓGICO
En este capítulo se describen las herramientas utilizadas en este periodo investigativo, descripción del tipo de estudio, descripción de la población y muestra, los recursos e instrumentos utilizados, las técnicas para recolección de datos y el procedimiento metodológico.
4.1 Tipo de investigación Para este estudio se aplicó una investigación descriptiva. Con relación a esto Hernández S. y otros (Ob. Cit.: 60) identifican estos estudios como aquellos donde se dice cómo es y se manifiesta cierto fenómeno. También recalcan que "los estudios descriptivos buscan especificar las propiedades importantes de personas, grupos, comunidades o cualquier otro fenómeno que sea sometido a análisis (Dankhe, 1986). Miden y evalúan diversos aspectos, dimensiones o componentes del fenómeno o fenómenos a investigar. Desde el punto de vista científico, describir es medir".
Esta última definición es importante, ya que exige del investigador la capacidad y disposición de evaluar y exponer, en forma detallada, las características del objeto de estudio. Una serie de estudios descriptivos permite ir acumulando una considerable cantidad de conocimientos sobre el mismo tema.
Ander – Egg (1977: 40) advierte, además, que "Los estudios formulativos o exploratorios y los estudios descriptivos son los dos niveles en los que habitualmente han de trabajar quienes están preocupados por la acción, puesto que permiten elaborar un marco de estudio a partir del cual se deduce una problemática ulterior, o bien formular un diagnóstico con el fin de conocer carencias esenciales y sugerir una acción posterior".
Haciendo referencia a esto, se diría que es del tipo descriptiva, ya que procura distinguir y exponer los métodos con los que se ejecutan las actividades de interrupciones operativas, al igual que los tiempos empleados por cada actividad.
También se aplicó una investigación analítica. Según Hurtado de Barrera (2000) la investigación analítica consiste en el análisis de las definiciones relacionadas con un tema, para estudiar sus elementos en forma exhaustiva y poderlo comprender con mayor profundidad.
Este tipo de investigación consiste en la desmembración de un todo, descomponiéndolo en sus partes o elementos para observar las causas, la naturaleza y los efectos. El análisis es la observación y examen de un hecho en particular. Es necesario conocer la naturaleza del fenómeno y objeto que se estudia para comprender su esencia.
Tomando como referencia lo anterior planteado, se diría que es analítica ya que permite conocer más a fondo el funcionamiento de las partes que conforman las interrupciones operativas, los recursos necesarios que participan en ellas, y de esta manera comprender mejor su comportamiento y abriendo un espacio al establecimiento de nuevos métodos de trabajo.
De igual manera, se empleó una investigación evaluativa. A esto Hurtado (1998:365) define, "La evaluación se entiende como la actividad realizada con el propósito de apreciar la mayor o menor efectividad de un proceso, en cuanto al cumplimiento de los objetivos, en correspondencia con el contexto en el cual el evento ocurre".
A su vez Ander Egg y Aguilar (1992:6) dicen:
"Operativamente se entiende que la evaluación es una forma de investigación social aplicada, sistemática, planificada y dirigida; encaminada a identificar, obtener y proporcionar de manera válida y confiable datos relevantes que apoyen un juicio de valor sobre los componentes de un programa o un conjunto de actividades que se realizan, a fin de que sirvan de base para la toma de decisión en el curso de una acción; para la resolución de problemas y/o para la comprensión de factores asociados al éxito o fracaso de sus resultados".
En resumen se puede decir que la investigación evaluativa es un proceso sistemático de construcción de conocimientos por vía del procesamiento, análisis e interpretación de información de una realidad.
En base a esto, se define la investigación como evaluativa, ya que, se realizó una valoración del método actual de procedimiento y las secuencias de trabajo empleadas en las actividades de interrupciones operativas.
4.2 Diseño de investigación El diseño de la investigación es no experimental de campo. En relación a esto Arias (2006) explica:
"La investigación de campo es aquella que consiste en la recolección de datos directamente de los sujetos investigados, o de la realidad donde ocurren los hechos (datos primarios), sin manipular o controlar variable alguna, es decir, el investigador obtiene la información pero no altera las condiciones existentes. De allí su carácter de investigación no experimentar" Debido a este planteamiento se justifica que el estudio sea de campo ya que se realizó en el lugar donde se presenta el problema, específicamente en la acería eléctrica de colada continua de palanquillas de SIDOR C.A., obteniendo de forma directa la información necesaria para llevar a cabo la medición de trabajo. Además la investigación fue de tipo no experimental ya que se describió la situación tal como ocurrió en las condiciones normales.
4.3 Unidades de análisis Las unidades de análisis no son más que los sujetos u objetos del estudio, lo que se conoce comúnmente como población y muestra.
4.3.1 Población Según Balestrini, R. Año 1997. Técnica de la Investigación. Pág. 137, Una población está determinada por sus características definitorias. Por lo tanto, el conjunto de elementos que posea esta característica se denomina población o universo. Población es la totalidad del fenómeno a estudiar, donde las unidades poseen una característica común, que se estudia y da origen a los datos de la investigación, es decir, una población es un conjunto de todas las cosas que concuerden con una serie determinada de especificaciones.
En este marco de ideas Arias (2006), afirma que la población "Es un conjunto finito o infinito de elementos con características comunes para los cuales serán extensivas las conclusiones de la investigación. Ésta queda delimitada por el problema y por los objetivos del estudio." Desde el punto de vista estadístico, una población o universo de estudio puede estar referido a cualquier conjunto de sus elementos de los cuales se pretende indagar y conocer sus características, o una de ellas, y para el cual serán válidas las conclusiones obtenidas en la investigación.
La población seleccionada para esta investigación está constituida por todas las actividades del proceso productivo de la acería eléctrica de colada continua de palanquillas.
4.3.2 Muestra Según Balestrini, R. Año 1997. Técnica de la Investigación. Editorial Mc Graw Hill. Pág. 138, Cuando se seleccionan algunos elementos con la intención de averiguar algo sobre una población determinada, este grupo de elementos es denominado muestra.
La muestra estadística es una parte de la población, o sea, un número de individuos u objetos seleccionados científicamente, cada uno de los cuales es un elemento del universo. La muestra es obtenida con el fin de investiga, a partir del conocimiento de sus características particulares, las propiedades de una población.
Ahora bien, la muestra seleccionada está representada en su 100% por la población de estudio, por tanto, son coincidentes.
4.4 Técnicas e instrumentos de recolección de datos Una investigación es científicamente válida al estar sustentada en información verificable, que responda lo que se pretende demostrar con la hipótesis formulada. Para ello, es imprescindible realizar un proceso de recolección de datos en forma planificada y teniendo claros objetivos sobre el nivel y profundidad de la información a recolectar.
4.4.1 Análisis de Datos La técnica de análisis de datos demuestra la manera de cómo se ira procesando la información obtenida, esta se puede procesar de dos maneras cualitativa o cuantitativa.
Haciendo referencia a lo anterior, según Sabino Sampieri, Fernández y Baptista (2003), el análisis cualitativo se define como: "un método que busca obtener información de sujetos, comunidades, contextos, variables o situaciones en profundidad, asumiendo una postura reflexiva y evitando a toda costa no involucrar sus creencias o experiencia: (p 451-452)
Y a su vez, Sabino (1992), refiriéndose al análisis de datos cuantitativos señala que: "Este tipo de operación se efectúa naturalmente, en toda la información numérica resultante de la investigación. Esta luego, del procedimiento sufrido, se nos presentara como un conjunto de cuadros, tablas y medidas a las cuales se le han calculado sus porcentaje y presentado convenientemente". (P.190)
El análisis e interpretación de los datos recolectados se realizara utilizando técnicas de análisis de datos cuantitativas y cualitativas.
4.4.2 Observación Directa Se utilizó esta técnica para la recolección de datos porque fue necesario por el investigador apreciar la realidad de cada uno de los procesos para dejarlos por escrito, esto con el propósito de visualizar y tomar datos de los tiempos reales de ejecución de la obra en el puesto de trabajo, y también de los tiempos de llegada entre palanquillas.
En particular Sierra (1991) define la observación directa simple, de la siguiente manera:
"Es la inspección y estudio realizado por el investigador, mediante el empleo de sus propios sentidos, especialmente el de la vista, con o sin ayuda de aparatos técnicos, de las cosas y hechos de interés social, tal como son o tienen lugar espontáneamente en el tiempo en que acaecen y con arreglo a las exigencias de la investigación científica". (P. 253)
En este orden de ideas, Sabino (1992), afirma que "la observación es el uso sistemático de nuestros sentidos orientados a la captación de la realidad que queremos estudiar". (P. 146)
4.4.3 Revisión Bibliográfica Se implementó esta técnica ya que diferentes materiales bibliográficos fueron de vital consulta, facilitando, reforzando y argumentando las bases teóricas del trabajo de investigación, por medio de la consulta de manuales, guías, tesis, para su análisis y descripción en forma íntegra y mediante esta técnica se hizo posible que el estudio se realizara dentro de las condiciones que aseguran la autenticidad de la información.
4.5 Recursos Un recurso es una fuente o suministro del cual se produce un beneficio. Normalmente, los recursos son material u otros activos que son transformados para producir ayuda y en el proceso pueden ser consumidos o no estar más disponibles, es decir, son de tiempo limitado. En una investigación se pueden implementar recursos humanos y materiales o físicos.
4.5.1 Recurso Humano El recurso humano estuvo integrado por:
· Tutor Industrial.
· Tutor Académico.
4.5.2 Recurso Físico El recurso físico estuvo formado por:
· Excel.
· Word.
· Formatos, para registrar los datos correspondientes a los estudios.
· El informe del Análisis de gestión operativa del año 2013, realizado por el departamento de Ingeniería Industrial de SIDOR.
EL PRESENTE TEXTO ES SOLO UNA SELECCION DEL TRABAJO ORIGINAL.
PARA CONSULTAR LA MONOGRAFIA COMPLETA SELECCIONAR LA OPCION DESCARGAR DEL MENU SUPERIOR.
 Página anterior Página anterior | Volver al principio del trabajo | Página siguiente  |